Pengikat tergolong dalam bahagian asas umum, biasanya juga dipanggil "bahagian standard".Bagi sesetengah pengikat dengan kekuatan dan ketepatan tinggi, rawatan permukaan adalah lebih penting daripada rawatan haba.Semua jenis pengikat yang digunakan dalam sejumlah besar peralatan mekanikal, hampir semua perlu dipasang selepas rawatan permukaan, untuk mencapai antikarat, hiasan, rintangan haus, mengurangkan pekali geseran dan kesan lain, dan rawatan permukaan bukan organik electrogalvanizing dan galvanizing panas adalah teknologi salutan perlindungan katodik.
Prinsip produk pengikat keluli elektrogalvanisasi ialah penggunaan elektrolisis, pembentukan lapisan pemendapan logam atau aloi yang seragam, padat, digabungkan dengan baik pada permukaan bahan kerja, pembentukan lapisan salutan pada permukaan keluli, untuk mencapai perlindungan proses kakisan keluli.Oleh itu, salutan elektrogalvani adalah pergerakan arah dari elektrod positif ke elektrod negatif menggunakan arus.Zn2+ dalam elektrolit dinukleuskan, ditanam dan dimendapkan pada substrat di bawah tindakan berpotensi untuk membentuk lapisan tergalvani.Dalam proses ini, tiada proses resapan antara zink dan besi.Dari pemerhatian mikroskopik, ia mestilah lapisan zink tulen.Pada dasarnya, lapisan aloi besi-zink tergalvani panas dan lapisan zink tulen, dan hanya tergalvani lapisan lapisan zink tulen, jadi, dengan lapisan aloi besi-zink dari salutan adalah berdasarkan pengenalpastian kaedah salutan, sesuai untuk pengikat tergalvani, dawai keluli, paip keluli dan produk lain.Kaedah metalografik dan kaedah XRD digunakan untuk mengesan salutan untuk membezakan electrogalvanizing dan hot galvanizing, dan untuk memberi panduan untuk analisis kegagalan.
Terdapat dua kaedah untuk mengenal pasti salutan electrogalvanizing dan hot galvanizing.Salah satunya ialah kaedah metalografik: kaedah metalografi tidak terhad oleh julat kandungan dan saiz sampel, dan sesuai untuk semua produk elektrogalvani dan tergalvani panas.Yang satu lagi ialah kaedah pembelauan sinar-X: terpakai pada diameter bolt dan nat penyaduran lebih daripada 5mm dalam satah heksagon;Diameter luar adalah lebih besar daripada produk radian permukaan paip keluli 8mm, untuk memastikan sampel boleh dibuat menjadi saiz minimum sampel rata permukaan 5mm × 5mm, dan semua jenis produk salutan.Boleh mengesahkan struktur kristal kandungan salutan ≥5% fasa.Sampel dengan mendapan zink tulen yang sangat tebal tidak sesuai untuk pembelauan sinar-X.
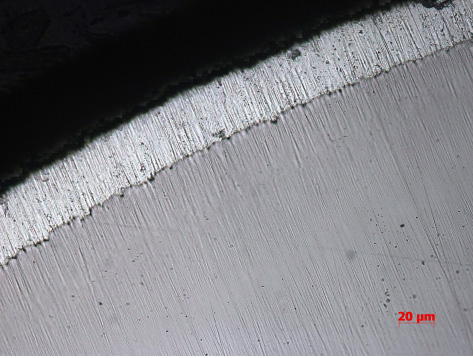
electrogalvanizing

salutan tergalvani panas
Masa siaran: Sep-15-2022